

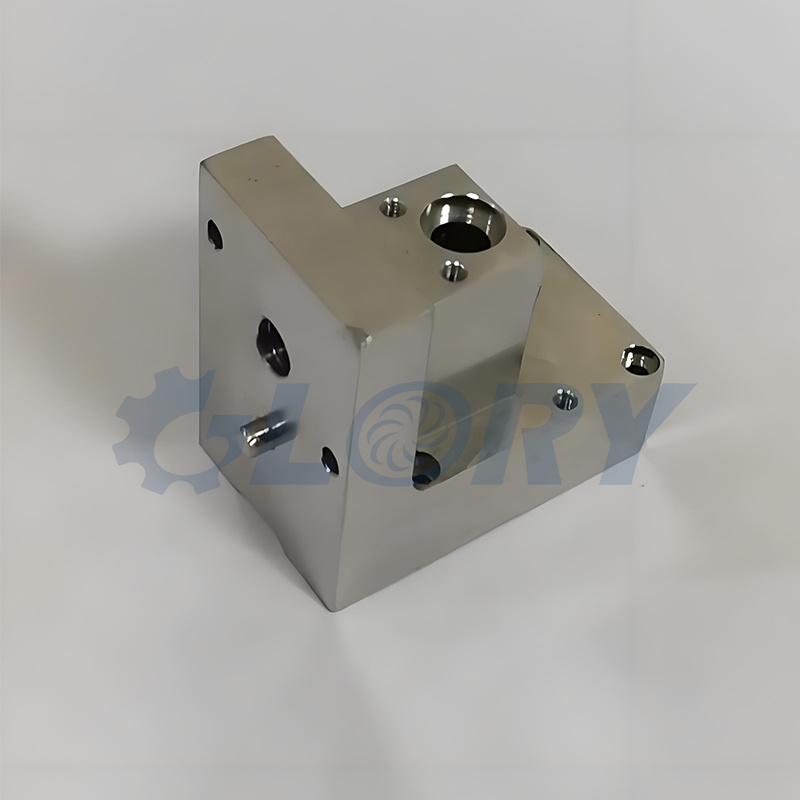
Custom machining titanium alloy part with high precision, high efficiency, and low cost, advanced level in China.
Titanium alloy has high strength, good corrosion resistance, and thermal stability. It has a lower density than aluminum alloy and is lighter than steel, making it conducive to reducing structural weight. Due to its excellent mechanical properties, titanium alloys are widely used in aerospace, automotive, medical, and other high-end industries.
However, titanium alloy has poor machinability. Due to its high hardness, low elastic modulus, and poor plasticity, it is difficult to process. Titanium alloy has poor cutting performance, which easily leads to severe tool wear. In the machining process, it is also necessary to control the temperature to avoid generating excessively high cutting temperatures, which could cause oxidation on the surface of titanium alloys.
To improve the machinability of titanium alloys, the following measures can be taken: selecting appropriate cutting tool materials and tool geometries, using suitable cutting parameters and cutting lubrication methods, and employing advanced machining techniques such as high-speed cutting and liquid nitrogen cooling. Furthermore, changing alloy chemical composition and heat treatment processes can also enhance the machinability of titanium alloys.
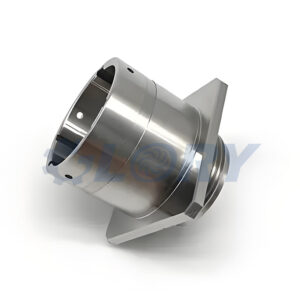
Glory team has extensive experience in various CNC machining titanium alloy parts, especially for impellers used in the fluid industry, aerospace UAVs, compressors, and various complex four-axis and five-axis machined surface components.


Common titanium alloys which can be used for custom CNC machining parts include: TC4, TC11, TA1, TA2, TA3, TA4, TA5, TA6, TA7, TA9, TA10, TA15, TB2, etc.
Titanium alloys have wide ranges of applications:
- Bolts and nuts: Titanium alloy bolts and nuts are widely used in aerospace, automotive, and marine industries.
- Bearings: Titanium alloy bearings are lightweight, corrosion-resistant, and high strength, making them suitable for aerospace and high-speed transportation applications.
- Fasteners: This includes titanium alloy bolts, nuts, screws, pins, etc., used to connect various parts of machinery.
- High-temperature components: Titanium alloys have high melting points and resistance to high temperatures, making them suitable for components that operate in high-temperature environments, such as jet engine parts.
- Aircraft parts: Titanium alloys are extensively used in the aerospace industry, including aircraft fuselage components, engine parts, landing gear, etc.
- Medical instrument parts: Titanium alloys have good biocompatibility and are lightweight, making them commonly used in the manufacturing of medical instruments such as dental implants, bone screws, artificial joints, etc.
- High-end equipment parts: Titanium alloy mechanical parts are also commonly used in the manufacturing of high-end equipment such as submarines, aircraft carriers, high-speed trains, etc.
- Automotive parts: Titanium alloys are increasingly being used in the automotive industry, including engine components, braking system parts, chassis structure parts, etc.
Titanium alloy parts can undergo various surface treatments to enhance their performance and appearance. Common surface treatment methods include:


Precision Titanium Alloy Custom Machining
Advanced manufacturing solutions for high-performance titanium components with tight tolerances and superior surface finishes

CNC Turning
Precision CNC turning services for titanium alloy parts, achieving rotational symmetry with exceptional dimensional accuracy and surface quality.
Explore Turning Capabilities
CNC Milling
High-precision 3-5 axis CNC milling of complex titanium geometries with advanced toolpath optimization for optimal material removal rates.
View Milling Solutions
5-Axis CNC Machining
Simultaneous 5-axis machining for complex titanium components, enabling single-setup production of intricate geometries and contours.
Discover 5-Axis TechnologyTitanium Alloy Materials for CNC Machining
A comprehensive reference guide for material properties, processing methods, and applications of common titanium alloy grades used in CNC machining
| Alloy Grade | Material Properties | Processing Methods | Surface Treatment | Typical Applications | Cost | Machining Tips |
|---|---|---|---|---|---|---|
|
Commercially Pure Titanium (Grade 1)
Commercially Pure
|
|
|
|
|
High | Soft material; Use sharp tools to avoid work hardening; Low cutting forces; Good chip control needed |
|
Commercially Pure Titanium (Grade 2)
Commercially Pure
|
|
|
|
|
High | Soft material; Use sharp tools to avoid work hardening; Low cutting forces; Good for complex shapes |
|
Ti-5Al-2.5Sn
Alpha Alloy
|
|
|
|
|
Very High | Machining similar to Grade 5; Ensure tool rigidity for precision; Use sharp carbide tools; Coolant essential |
|
Ti-6Al-4V (Grade 5)
Alpha-Beta Alloy
|
|
|
|
|
Very High | Use carbide tools; High cutting speeds with low feed rates; Coolant essential to reduce heat; Rigid setups required |
|
Ti-6Al-2Sn-4Zr-2Mo (Grade 5)
Alpha-Beta Alloy
|
|
|
|
|
Very High | Requires rigid setups; Use specialized high-temp cutting fluids; Sharp carbide tools essential; Conservative cutting parameters |
|
Ti-15V-3Cr-3Sn-3Al
Beta Alloy
|
|
|
|
|
Extremely High | Prone to galling; Use lubricants with extreme pressure additives; Sharp tools essential; Conservative cutting parameters |
|
Ti-10V-2Fe-3Al
Beta Alloy
|
|
|
|
|
Extremely High | High cutting forces; Use premium carbide tools; Adequate coolant essential; Rigid machine setups required |