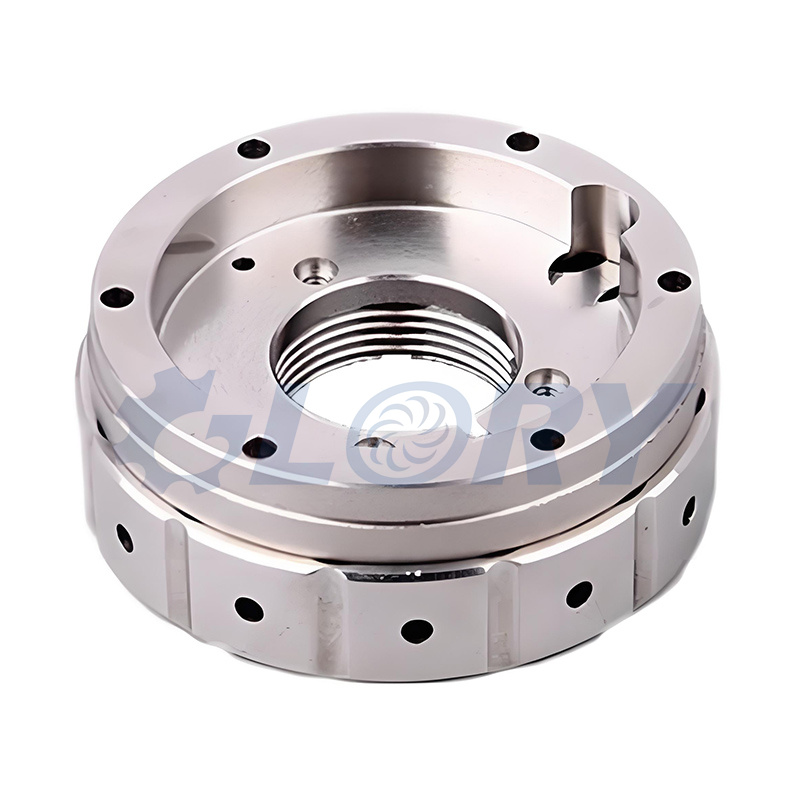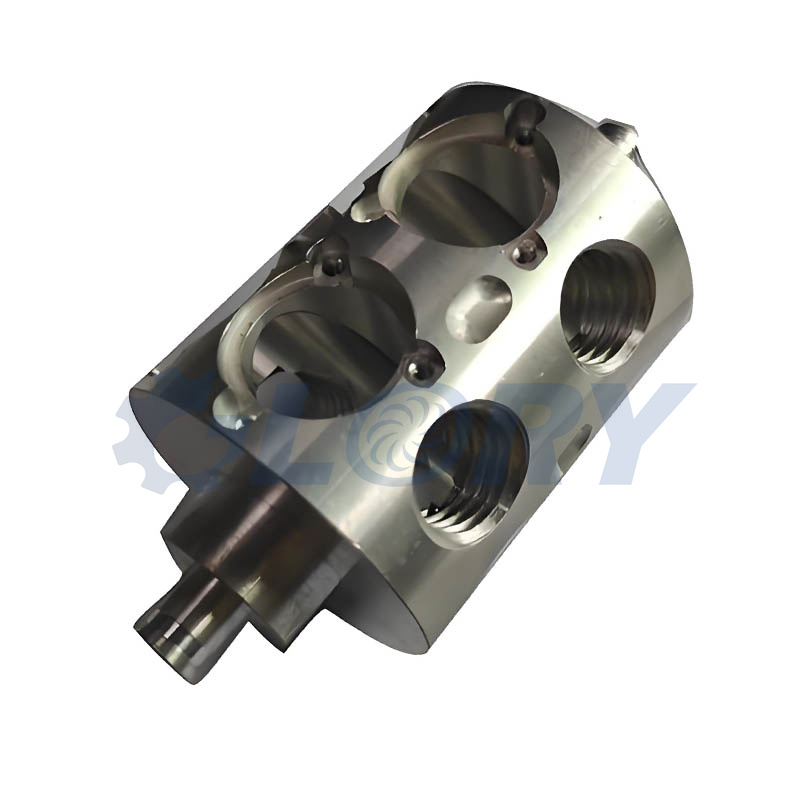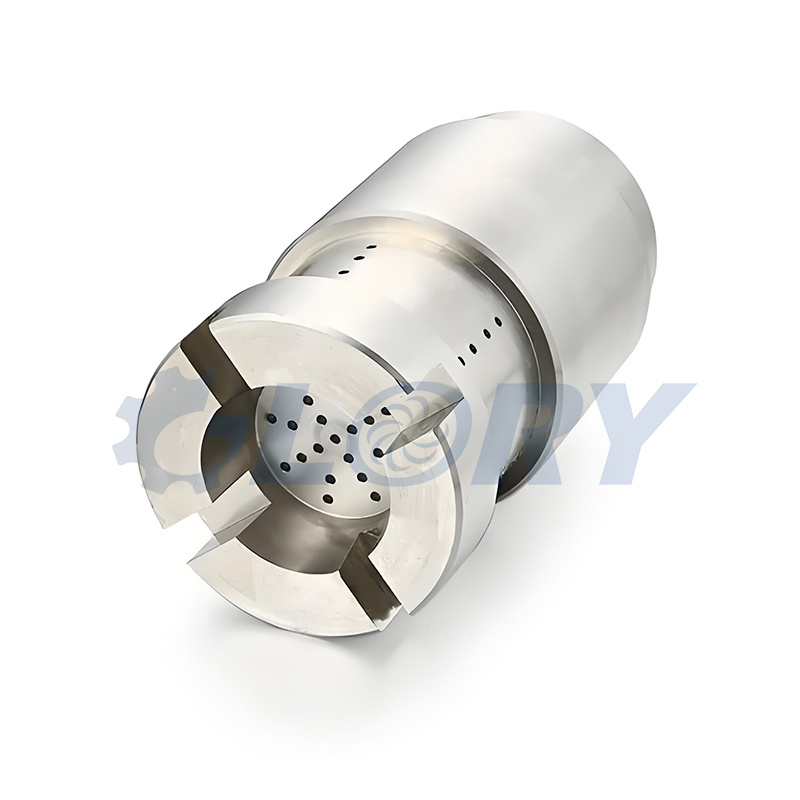
Custom CNC milling CNC machining 316L stainless steel by China factory
Custom CNC milling CNC-machined 316L stainless steel by China factory
316 stainless steel is part of the austenitic stainless steel family, primarily composed of chromium, nickel, and molybdenum, which gives it excellent corrosion resistance, especially suitable for applications in chemical, marine, and medical fields. However, these alloying elements also make 316 stainless steel prone to work hardening and rapid tool wear during machining.
Key considerations when machining 316 stainless steel include:
- Choosing the right tool material: Use tools with high wear resistance and thermal stability, such as carbide or ceramic tools, which can effectively handle the hardness and work hardening characteristics of 316 stainless steel.
- Reducing cutting speed: Due to its poor thermal conductivity, heat tends to accumulate at the cutting edge and the workpiece, leading to tool wear. Thus, it is generally advisable to lower the cutting speed and use a low-speed, high-feed strategy.
- Adequate cooling and lubrication: The use of coolant is crucial when cutting 316 stainless steel, as it helps reduce the temperature of both the tool and the workpiece, preventing premature tool failure. Water-soluble coolants and oil-based lubricants can be used for stainless steel machining.
- Avoiding work hardening: 316 stainless steel is prone to work hardening, so selecting the appropriate cutting depth and feed rate to complete the cut in one pass is important to avoid multiple light cuts, which can lead to work hardening.
- Post-machining surface treatment: The machined surface may have burrs or roughness, so additional surface treatment steps like polishing or deburring are often required to improve the final product’s surface quality.
In summary, machining 316 stainless steel requires the right tool selection, cutting parameters, and cooling methods to ensure efficient and precise machining results.